手 机:15289622228
邮 箱:1813652102@qq.com
地 址:广西壮族自治区柳州市柳城县沙浦镇上雷村街一队

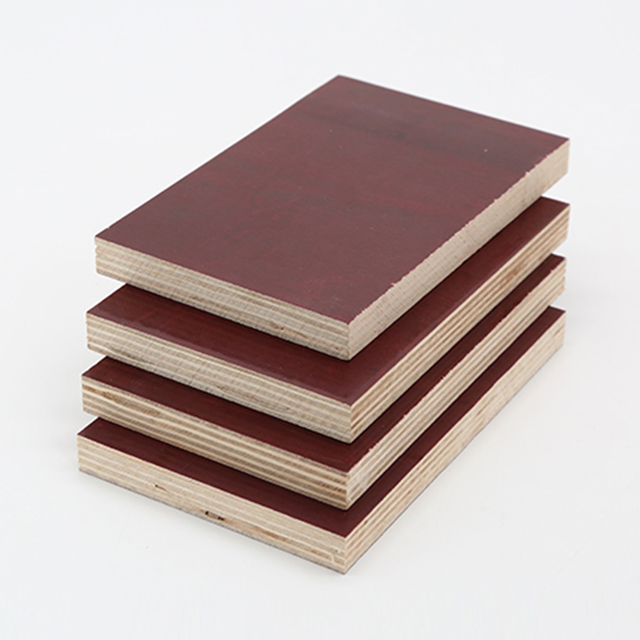
漳州多层板模板组装要严格按照模板配板图尺寸拼装成整体,模板在现场拼装时,要控制好相邻板面之间拼缝,两板接头处要加设卡子,以防漏浆,拼装完成后用钢丝把模板和竖向钢管绑扎牢固,以保持模板的整体性。耐用多层板拼装的精度要求如下:1、两块模板之间拼缝≤1;2、相邻模板之间高低差≤1;3、模板平整度≤2;4、模板平面尺寸偏差±3。

漳州多层板支撑系统安装:钢支柱的基底应平整坚固,柱底垫通长垫木,楔子楔紧,并用钉子固定;支柱的平面布置应设在模壳的四角点支撑上,对于大规格的模壳,主龙骨支柱可适当加密;按照设计标高调整支柱高度。耐用多层板的支柱高度超过3.5m时,每隔2m设置纵横水平拉杆一道;当采用碗扣架时应每隔1.2m设置水平拉杆一道,以增加支柱稳定性并可作为操作架子;用螺栓将龙骨托座(或柱头板)安装在支柱顶板上。龙骨放置在托座上,找平调直后安装L50×5角钢(或将桁架梁两端之舌头挂于柱头板上)。安装龙骨或桁架梁时应拉通线控制,以保证间距准确;模壳的施工荷载宜控制在25~30N/mm;

漳州多层板的制作方法一般由内层图形先做,然后以印刷蚀刻法做成单面或双面基板,并纳入指定的层间中,再经加热、加压并予以粘合,至于之后的钻孔则和双面板的镀通孔法相同。1961年,美国Hazelting-Corp发表Multiplanar,是开发多层板的先驱,此种耐用多层板方式与现今利用镀通孔法制造多层板的方式几近相同。1963年日本涉足此领域后,有关多层板的各种构想方案、制造方法,则在全世界逐渐普及。因随着由电晶体迈入积体电路时代,电脑的应用逐渐普遍之后,因高功能化的需求,使得布线容量大、传输特性佳成为多层板的诉求重点。
据测算,为生产这些木耐用多层板,每年需砍伐1600万棵直径为30厘米的大树,即1万公顷森林面积。这1万公顷森林,每年可产生氧气270万吨,每年可吸收二氧化碳360万吨,每年可吸收二氧化硫1000吨,每年可吸附/阻挡粉尘12万吨。漳州多层板格局将悄然改写。据悉,从上世纪80年代起就有企业在探索这种复合材料建筑模板,但由于材料技术 难题一直没有攻克,此项产品开发基本上被搁置。随着高分子复合材料合成技术作为国家863重大科技攻关项目成果,经过国内一批重点高校、研究院所的专业技 术人员多年的研究开发而成熟完善,复合材料模板研制工作才得以继续。

1812年,法国机工获得了第1台单板锯机zhuanli,到1825年,这种单板锯机尚不能在工业生产中应用,此后在德国汉堡得到改进和制造。第1台单板刨切机是法国人Charles Picot研制的,于1834年获得zhuanli,经过近30年时间才用于工业化生产。漳州多层板工业的发展得益于单板旋切机的发明和应用,关于第1台旋切机发明有几种说法, 第1台旋切机发明于1818年;1819年俄国人飞赛尔教授发明了旋切机,当时称薄木刨;也有人认为旋切机是英国工程师飞维利尔(Fevilear)发明的;1840年, John Dresser获得美国的旋切机zhuanliNo.1758,1844年Carand在法国获得另一项旋切机的zhuanli。19世纪中叶,德国建立了第1家单板制造工厂,旋切机大多是法国的,德国也进口了美国制造的旋切机。1870年后,德国柏林A.Roller公司曾生产过比较简单的旋切机。在第一次世界大战前,由于旋切机技术的不断进步,促使耐用多层板工业迅速发展。19世纪90年代,胶合板的质量得到了较大提高,此后逐渐打开了市场,胶合板生产才得到较快的发展,建立了许多胶合板厂。在美国,直到第一次世界大战时,胶合板才成为一种正式商品名称。

为了充分合理地利用森林资源发展漳州多层板生产,做到材尽其用,我国新制订的国家标准(报批草案)根据胶合扳使用情况,将耐用多层板分为涂饰用胶合板(用于表面需要涂饰透明涂料的家具、缝纫机台板和各种电器外壳等制品)、装修用胶合板(用作建筑、家具,车辆和船舶的装修材料),一般用胶合板(适用于包装,垫衬及其它方面用途)和薄木装饰胶合板(用作建筑,家具,车辆,船舶等的高级装饰材料),胶合板种类根据胶合强度又分为:I类(NQF)——耐气候、耐沸水胶合板。这类胶合板具有耐久、耐煮沸或蒸汽处理等性能,能在室外使用。Ⅱ类(Ns)——耐水胶合板。它能经受冷水或短期热水浸渍,但不耐煮沸。Ⅲ类(Nc)——不耐潮胶合板。
 广西壮族自治区柳州市柳城县沙浦镇上雷村街一队
广西壮族自治区柳州市柳城县沙浦镇上雷村街一队
 15289622228|13605044481
15289622228|13605044481
 www.gxmindao.com
www.gxmindao.com
 1813652102@qq.com
1813652102@qq.com